INTRODUCTION Clean Coal Technology has always had strong attention of the Dutch Government. In the Beginning of the eighties, the Netherlands adopted its policy for the re-introduction of coal, mainly for the electricity sector. One of the conditions was that good solutions had to be found for the use of coal in an environmentally friendly way. The Ministry of Economic Affairs has spent much effort in stimulating the development of clean coal technology by the Dutch industry. As a result, the coal-fired power stations in the Netherlands are nowadays all equipped with the most advanced clean coal technologies, i.e. combinations of low-NOx and de-SOx units. Regarding coal-residues, in the past and with help of the Netherlands Agency for Energy and the Environment (Novem), much effort has been spent by the Dutch industry in finding useful applications. As a result, today, 100% of the coal-residues produced in the Netherlands is re-used. This is probably unequalled in the world. The Netherlands is willing to share its experience in clean coal technology with other countries, for mutual benefit. I hope that this brochure will serve as a catalyst for further development of relations between the Netherlands and other countries in the field of clean coal technology.
Peter Scholten,
|
A select group of Dutch expert companies decided to cooperate in the field of clean coal technology (CCT). They recognized the advantages of bundling their CCT activities and ?know how to guarantee a complete and high quality portfolio of services, equipment, and products. For that purpose, this group has established the International Clean Coal Technology Cooperation ?The Netherlands. The ICCTC-members together cover most parts of the drain of coal processing and conversion. Some of them transfer their CCT know how in consultancy and design services while others are able to deliver specific machinery and equipment. Besides that, high quality solutions are available for logistics and the conversion of coal by-products into building materials. The group has a continuous support from and a stimulating relationship with the Netherlands Ministry of Economic Affairs. The main stay of the cooperation is to transfer clean coal technology to Asian countries, i.e. China, Indonesia, etc. The areas covered vary from mining, handling, transport, storage, firing techniques and rehabilitation, up to the processing of building materials from coal by-products. Because of the multidisciplinary expertise of this cooperation, the ability to assist in CCT education and ?research is present as well. The International Clean Coal Technology Cooperation is represented by a Coordinating Management (CM) that is responsible for the gathering and distribution of business opportunities and projects to the members of the group. If a private company or a governmental agency has a need for complete solutions accompanied by products, processes, or appropriate know how in the field of Clean Coal Technology, the ICCT?CM is able to canalize this need.
|
|
SUSTAINABLE
SOLUTIONS FOR TOTAL COAL
FLY ASH UTILIZATION WITH EMPHASIS ON LARGE SCALE OPTIONS
INTERNATIONAL CLEAN COAL TECHNOLOGY
GROUP (ICCT) THE December 1999 Prepared under contract of: NOVEM (Netherlands Corporation for Energy
and Environment b.v.) by IWACO B.V. (Consultants for Water and
Environment) TABLE OF CONTENTS 1.
Introduction 3 1.1
Background 3 1.2
Objectives
of this document - 4 2.
Solutions for total fly ash utilization -- 5 2.1
General
incentives 5 2.2
Overview of
fly ash utilization options -- 6 2.3
Large scale
options 8 2.4
Small scale
options 9 3. large scale land development through coal fly ash utilization 3.1
General
adventages 10 3.2
Background
for agricultural lands 10 3.3
Principle
of large scale land reclamation 11 3.4
Benefits of
the technology 12 3.5
Results 13 3.6 Implications
for other large scale options 14 4.
The ICCT Co-operation 16 4.1
Scope 16 4.2
Achievements 16 4.3
The ICCT
members 17 5. ICCT
products and services 18 5.1
Products
and consulting services 18 5.2
Building
materials 19 5.3
Large scale
utilization 21 5.4
Advice on
financial opportunities 22 1. INTRODUCTION 1.1 Background Coal is second
to oil as a primary energy resource and fly ash is the main solid by-product of
coal combustion (10-40 % w/w). Over the next 15 years, world coal use is
expected to increase more than 2 percent annually. Growth in
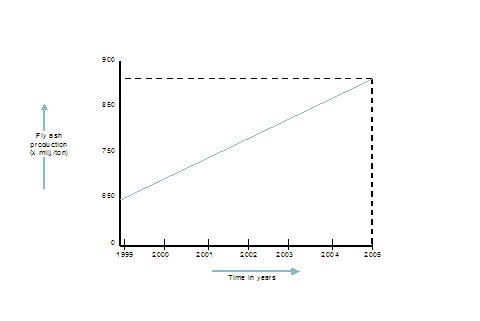
Figure 1. Expected fly ash production in the
world For example in 1.2 Objectives
of this document This document aims at presenting the Dutch ICCT group and its capability to provide total sustainable solutions for using fly ash from coal combusting processes to the power and energy sector in Asian Countries. The ICCT-group, or International Clean Coal Technology Co-operation, comprises a select group of Dutch expert companies and consultants active in the field of clean coal technology (CCT). The mission statement of this group with respect to by-products is to contribute to implementation of cost-effective and sustainable ash management scenario's. Related objectives are: - to present scope and achievements of the ICCT group; - to present key solutions for total large scale fly ash utilization especially for large coal consuming countries; - to present ICCT products and services. Prior to the presentation of the products and services of the ICCT-group, a state of the art overview is given of ash utilization options. Emphasis is laid on alternative options for large scale fly ash utilization as essential part of a total sustainable solution. 2. SOLUTIONS
FOR TOTAL FLY ASH UTILIZATION 2.1
General
incentives The environmental impacts of energy
use are known to occur along the entire fuel chain, from coal extraction to
waste and waste water disposal. In countries like

Figure 2. Fly ash pond in operation Wet disposal in huge ponds is the technology used in most plants.
Its main advantage is the ease by which the ash as slurry can be transported
from the plant to the pond. However, compared with disposal of dry fly ash,
this technology generates greater quantities of leachate and requires more land
for disposal. Contamination of water sources and land degradation are the most
important concerns associated with wet ash disposal. In line with the current
trend, it is expected that approximately Next to disposal, a small part of the world fly
ash production is used predominantly as dry ash in building materials.
Extensive research has been oriented towards further development of this type
of ash utilisation, in the western as well as in the developing world. However,
its economic viability depends on local conditions and markets, and only a
relatively limited portion of the total fly ash volume is expected to be
utilised in this way in the near future (Figure 3).
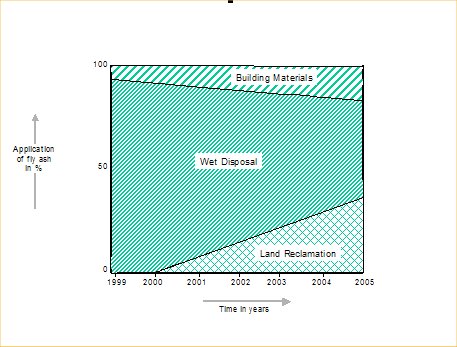 Figure 3. Indicative distribution of fly-ash
applications in the world In conclusion, the current practice of disposal of fly ash has important socio-economic and environmental drawbacks. Therefore, utilization of coal fly ash should be stimulated as much as possible through implementation of new economic feasible and environmentally sound applications. Feasibility of future power plants will increasingly depend on the availability of viable solutions for fly ash. 2.2
Overview of fly ash utilization
options The suitability for ash utilization depends on several technical and economic factors such as: § the chemical and physical properties of the ash; § controlled variability of the ash properties; § site specific factors, such as local land availability and local market for building materials; § availability and quality of competing material and market structures; § availability of waste lands or marginal lands which need rehabilitation; § commercial experience in using the product. Fly ash applications can be roughly categorized into low and high value added applications. Their main difference is that in the latter category the fly ash is either controlled or modified using advanced technologies, whereas in the first predominantly raw materials are directly used. Low value added applications mainly concern large scale use like land reclamation, whereas high value added applications mainly refer to building materials. Table 1 presents an overview of available applications and methods.
Table 1. Listing of large and
small scale fly ash applications
2.3 Large scale options Land application with fly
ash use as fertilizer This type of application is considered an attractive alternative for disposal of fly ash compared to the current procedure of disposal. However, concern of trace element contamination has been one factor that has limited widespread land application. Another major limiting factor is the lack of macro nutrients (notably nitrogen) in the ash, which is consequently of little agronomic value. However, several studies has shown that the mixing of fly ash with an organic waste product such as paper mill water, sewage sludge or poultry litter can produce a balanced soil amendment with equivalent nutrient availability to conventional fertilizers. Moreover, addition of fly ash improves the water holding capacity and the structure of the soil. Land reclamation for forestry and agricultural
development by covering the soil with a fly ash layer. Recent studies have revealed that fly ash is
very similar to volcanic ash from a morphological, physical and chemical point
of view. Given enough time, both ash types are predisposed to transform into a
fertile soil. This 'naturalization process' is enhanced by the action of
vegetation. If properly exploited and managed, these unique properties make fly
ash a potential resource for forestry and agriculture. This last point is of
special importance because some of the largest producers of coal fly ash (e.g. Land reclamation for developing building areas. Building areas require consolidated soils. Advanced pumping systems are now available which are able to transport low moisture fly ash over large distances. Application of low moisture fly ash provides stable consolidated soils in a relative short period of time. Mine back filling Mine back filling has demonstrated to be an attractive option for those plants located near the coal mine. Back filling of underground mines is technically vulnerable and especially holds good potentials for those areas where sand is scarce. Open cast mine filling can again be considered as land reclamation. Rehabilitation of
uncontrolled landfills with fly ash Rehabilitation of existing landfills may be
required from socio-economic and/or environmental reasons. Low-tech and
high-tech rehabilitation techniques have proven their value in the 2.4 Small scale options Small scale alternatives for using fly ash mainly concern building
materials. In a previous NOVEM assignment an identification was made of Dutch
technologies which might be suitable for transfer to the Table 2. Indicative overview of products with
feasibility indication for
+: positive;
N: neutral; -:
negative 3. LARGE
SCALE LAND RECLAMATION THROUGH FLY ASH UTILIZATION 3.1 General advantages Large scale land reclamation with fly ash as outlined above has the following substantial advantages: § Substantial quantities relative to the amount produced can be utilized, provided proper study and management before implementation; there is scope for total utilization; § The environmental and economical costs associated with the current practice of disposal are transformed into benefits (e.g. by sustainable wood production, increasing soil fertility; local employment opportunities, self-financing potential); § Land applications can be implemented against low investments relative to the very large volumes; § They provide socio-economic benefit for both the energy producer and local population. This chapter provides information on land reclamation for agriculture and forestry as one of the promising large scale utilization options. 3.2 Background to large
scale land reclamation for agricultural lands Introduction to the technologyCurrent
regulations call for the retired ash ponds to be covered with a topsoil to
prevent leaching of contaminants (such as As, B, Cr, Mo, Ni, Cu, Zn) and
windblown of fly ash into the surrounding environment. However, absolute
containment of ash ponds on the longer term in a tropical climate is far from
feasible and the time scale in which leaching occurs is unpredictable.
Moreover, the topsoil for covering ash ponds is stripped off from other fertile
areas, resulting in land degradation. In the framework of ICCT (see also chapter 5) a technology was
developed to naturalize coal fly ash.
This technology converts fly ash into a fertile soil with the potential for
large scale utilization for sustainable land development, agriculture and
forestry. This last point is of special importance because some of the largest
producers of coal fly ash (e.g. Basics of the technologyFrom a morphological and chemical point of view, coal fly ash can be considered, analogous to volcanic ash, as an assemblage of predominantly natural occurring glasses, which are predisposed to form clay-like constituents and minerals. In comparison to most natural soils and sediments both ash types are enriched with heavy metals and salts. We have investigated several historical ash deposits and observed (along similar lines as widely reported on volcanic ash deposits) that under conditions of free drainage: 1. Neo-formation of clay-like constituents is one of the most prominent processes in weathered fly ash deposits, and; 2. these neo-formed clays have the capacity to fixate heavy metals. We have established that, although the weathering mechanism of coal fly ash is similar to that of volcanic ash, the kinetics of coal fly ash weathering are considerably more rapid. The observed rapid neo-formation of clays is due to its initially very high pH, which distinguishes coal fly ash from volcanic ash.
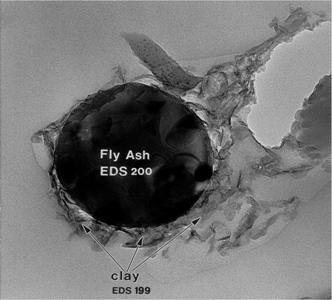
Figure 4. High magnification of a weathered fly ash
particle showing clay formation 3.3 Principle of large
scale land reclamation The principle objective of the technology is to
provide an environmental and economical sustainable solution for a significant
fraction of the ash production. This objective is achieved by exploiting
natural pedo-genetic processes (physical/chemical soil processes): 1.
to detoxify and improve the
agronomic properties of fly ash; 2.
to minimise the adverse impacts of
fly ash on the local environment (e.g. surface and groundwater, soil); 3.
to upgrading waste lands to a higher
level of productivity within a manageable period. The implementation principally
comprises three consecutive phases of operation as indicated in Figure 5.
More information about the consecutive phases and their characteristics can be obtained from literature and IWACO project documents. 3.4 Benefits of the
technology application If implemented appropriately, the technology is
anticipated to have very strong environmental and economic benefits. However,
eventual implementation at sites requires thorough preparation in various
sectors and with participation of local people. In summary the following
benefits of the technology and its application are expected: Environmental
The approach reduces detrimental (local)
environmental impacts of ash disposal by: ·
controlling
the initial release of contaminants; ·
reduction
of long term leaching of contaminants; ·
reduction
of windblown of ash into the surrounding environment; ·
full
restoration of the land to its original or even higher level of productivity; ·
contribution
to the fixation of CO2 by biomass production (forestry: ~10 ton of
wood /ha./year); ·
improvements
of land (fertility) in case waste lands are selected. Socio-economic
The most attractive aspect of this technology
implies that the environmental and
economic costs associated with coal fly ash disposal are transformed in to
benefits. The economic feasibility of the application of this technology relies
on: ·
sustainable
wood production and/or cropping can generate long term income; ·
increased
soil fertility; ·
subsequent
increased land values; ·
local
employment opportunities; ·
self-financing
project potential. ·
the
long term income can be used to compensate monitoring and maintenance costs of
such projects; ·
avoidance
of any cost for just disposal in landfills. 3.5 Results of large
scale land reclamation The figure below shows an example of pilot experiments in
 Figure 6. Pilot
experiment in 3.6
Implications for other large scale
options In principle, the basic principles of our technology are applicable in many other frameworks for various different purposes. However, different countries, regions and even different cases/sites may have clearly different characteristics with possible major consequences for approach and implementation. Therefore we emphasize that proper studies (investigations and planning) are conducted and proper management practices prior to implementation. The future potential of total fly ash use is greatly determined by using fly ash in large quantities at proper locations after optimizing its benefits. This can further be facilitated by applying high density fly ash pumps, which convey fly ash with considerably less water over much larger distances than with traditional pumps. Additional advantages of low water content is that land reclaimed can be put into operation much quicker. Future possibilities are : - besides waste lands, the approach may also be valid for reclamation of open cast mines inside as well as outside the power sector, degraded lands, etc.; -
large coal consumers like - an example of large infra-structural works concerns the construction of an island out of fly ash for the purpose of land reclamation for industrial development; -
various types of trees and
agricultural crops can be applied in the subsequent stages of land development;
also production of bio-mass and/or wood as fuel may be aimed at; the relation
to Joint Implementation is then apparent; -
the use of pipelines and high
density pumps instead of trucks, further increases the feasibility of the above
mentioned applications; advantages are its flexibility, the low pressure on
roads, large volumes of fly ash ad the relative quick operation of lands. 4. THE INTERNATIONAL CLEAN COAL TECHNOLOGY
C0-OPERATION (ICCT) 4.1 Scope A select group of Dutch expert
companies decided to co-operate in the field of clean coal technology (CCT). They recognised the advantages of
bundling their CCT-activities and -know how to guarantee a complete and high
quality portfolio of services, equipment, and products. For that purpose, this
group has established the International
Clean Coal Technology Cooperation ‑The The main goal of the co-operation is
to transfer clean coal technology to Asian countries, i.e. The ICCT is represented by a
Co-ordinating Management (CM) that is responsible for the gathering and
distribution of business opportunities and projects to the members of the
group. If a private company or a
governmental agency has a need for complete solutions accompanied by products,
processes, or appropriate know how in the field of CCT, the ICCT-CM is able to
channel this need. 4.2 Achievements
for In the first quarter of 1997, ICCT
was established and since then several pre-investment activities have been
carried out: §
scanning missions: in § feasibility studies: amongst others various studies for Lytag®-LWA in Shanghai, for Fly Ash Utilization Project in the Liaoning Province, for by-products utilization in Tianjin and Beijing, financial and market analyses of various coal residue building material production units in the Shanxi province. §
demonstration projects: LWA-pumping
concrete in § Research & development initiatives: high content fly-ash bricks. § Definition of project sheets for large scale utilization. § Three joint ventures are under negotiation. At this moment the expected transaction value of ICCT-projects that already passed the feasibility stage amounts in total more than one million USD. 4.3 The Members The table underneath presents the members of the ICCT. Table 3. Members of ICCT and general scope of
service
General information on ICCT can be found in our general brochure. 5. ICCT PRODUCTS AND SERVICES 5.1 Products and
consulting services ICCT primarily provides: - Products, plant design and know how with respect to the production and application of building materials; - consulting services with respect to total utilization of fly ash, including small and large scale application options; - consulting services with respect to environmental management, including environmental impact assessment; - project management, including access to financing opportunities. Table 4. Overview of products and
services for technologies
5.2 Building materials
(examples) Lytag
The description of the Lytag process
is based on a Dutch Lytag plant operated by VASIM. Dry fly ash is mixed with
water and powder coal, is pelletised and sintered into aggregate grains. After
classification, the pellets are stored to be sold. The mixing of raw materials is
proportionally controlled through screw feeders that regulate the fly ash to
the mixers. After mixing the mixture is transported to the pelletizers, where
the moist ashes are introduced in two rotating disk pelletizers. Through the
rotating movement larger agglomerates are formed. The rotating movement and the
disk angle are crucial for the Lytag, which requires skilled personnel to
achieve a optimum end product. After pelletizing, the green pellets are subject
to sintering, where the carbon is burned and the moisture is evaporated. At high
temperature the pellets sinter, forming the specific Lytag grain. Subsequently,
a crusher breaks down the product into individual pellets. Finally, the grains
are classified for different purposes by sieving. The product is suitable for many
applications in the concrete, steel and dry mortar industry. For example: -
in
pre-stressed floor elements, girders, dividing walls, etc.; -
in
ready mix and in place cast structural concrete; -
in
light weight building blocks and dry mortars; -
as
insulation layer to cover liquid steel; -
for
lining of steel pipes. Upgrading installation
With a capacity of 250,000 tpa the
fly ash upgrading plant is intended for the upgrading of 20-40% of the total
production of fly ash by the Dutch electricity companies. The quality of the
fly ash depends on several factors, including the types of coal that is used
for power generation, the completeness of the coal combustion, the type of
furnace and the type of the flue gas scrubbers. In 1988, it was foreseen that
the quality of the fly ash produced by the Dutch power companies would diminish
and the demand for high quality fly ash for the cement industry and as filter
and binding agent in concrete would increase. One of the major factor for the
diminishing quality of the fly ash is the agreement between the Dutch
government and the combined power generating corporations to reduce NOx and CO2
emissions. For this reason the coal fired power plants installed low NOx
installations. These have a negative effect on the fly ash quality.
Another problem that was foreseen,
was how to match production and demand. In the winter when production of fly as
is high, demand is low; in the summer demand is high while the production is
low. These two problems resulted in the
design of the Maasvlakte fly ash plant. The plant has two main objectives:
storage and upgrading of fly ash. The storage facility allows matching
of the production and demand. The upgrading guarantees a constant high quality
to customers who need a high and constant quality of fly ash, namely, the
cement and concrete industries. AardeliteImportant
aspect of Hoogovens HTS Europe concerns the export of the Aardelite technology.
From this technology also the Carbolite and the Ecobrick technologies have been
derived. Aardelite
technology is a technology by which inorganic residues, amongst others fly ash,
are turned into a light weight aggregate for the building industry, in for
example masonry blocks and concrete products. The Ecobrick is a cold bonded
masonry brick that contains over 95% fly ash. Ecobrick is especially suited for
interior walling. Carbolite
is a technology capable of economically converting fine carbonaceous materials
and ores into small hard pellets. The technology can easily be applied to produce coal fines, coke breeze,
gasification residues, char, furnace dust and a variety of metal ores. The
pellets produced find application in numerous industrial processes, where they
can be used in the same applications as their primary products. These include
fuels, reductants, and/or raw materials. Micronised fly ash
There is a fast growing demand for very finely
distributed fillers for concrete. Such filters enable the manufacture of a high
performance durable concrete that is twice to three times stronger than
traditional concrete and is easier to process. KEMA has developed a process for particle size
reduction (i.e. micronization) of fly ash, for which a patent application has
been filed. This 'Ultra-Fine-Fly-Ash' is produces by means of special mills.
The average particle size is about 1.5 micron, which is much finer than can be
achieved by other methods. Tests have demonstrated that this product can be
used to manufacture high performance concrete of at least strength class B105
(105 N/mm2). AC Slag Cement
Besides Portland-cement, other raw materials like natural volcanic ash (pumice) and other trash-deposits as well as fly ash from coal based power stations, have 'pozzulan' characteristics. Built on this principle (by APM) many mix-varieties of these types of cement are available on the European market. For the alcali activated blast furnace slag cement (ASC), an alkali activator is added to the finely ground blast-furnace slag as a binding component. The quality of ASC has become increasingly interesting due to: - the possibility to acquire a slag with an optimal chemical composition; - the application possibilities of fly ashes. Although relative high cost are involved at the melting process, the total end price of the cement is lower that the traditional Portland blast-furnace slag cements, as at ASC production inert material could be added to the molten slag (50/50). Further, its application in mortar and concrete may well replace traditional cement, generates lower hydration heat, warm/humid climate is favorable to its strength development and it is very resistant against aggressive (e.g. sulphate containing sea-) water. 5.3
Large scale
utilization Consulting services
ICCT member IWACO has developed the naturisation technology approach building on Indian experiences. Together with KEMA they form excellent team that can deal with all issues required to utilize fly ash in an optimum way. This incorporates the following possible services: - characterization of fly ash, including laboratory analyses and geo-chemical, hydro-chemical and bio-chemical modeling; moreover, we have the availability of a world wide coverage of coal and fly ash data in a large data base; we can determine the potential for the various small and large scale utilization options; - design and implement environmental management systems for power stations, including the whole area of fly ash management; from identification to implementation of full scale environmental impact assessments; - market and marketing studies; socio-economic surveys; master planning; - project design and implementation; we can prepare projects for total fly ash utilization with a balanced application of small and large scale alternative utilization methods (through for example multi-criteria analyses); -
through integral project management,
we can provide the full range of required activities, but are also available to
advice on specific issues.
Pumps for transport of
fly ash
ICCT member GEHO Pumps has developed a
technology that converts dry fly ash ashes, possibly together with other coal
combustion residues, into a High Density Slurry (HDS) and transports
hydro-mechanically to (remote) disposal sites to be used for landfill, building
ground or land reclamation for other purposes. The HDS can be introduced to the
disposal area without any additional machinery or labour. The installation typically consists of dosing
and mixing equipment, agitators, filters, piston diaphragm pumps, pipeline and
their instrumentation and controls. Compared to transportation by trucks,
conveyor belts, etc., the HDS transportation and disposal system generally
reduces the capital investment required and shows even drastically lower
operating cost. The advantages can be summarised as follows: ·
As
the pump system can handle various moisture contents and large distances,
planning for certain fly ash functions is more flexible; ·
Environmental
benefit with respect to water and groundwater
pollution and wind blown dust; ·
Operational
benefit because of the flexibility of the system; ·
Financial
benefit as the pump system is designed to operate for 25-30 years at lower
energy consumption relative to conventional systems. More information on the application and
advantages of GEHO pumps can be obtained from GEHO. 5.4 Advice on financing
opportunities Financing of projects generally depends on
investments by beneficiaries, project development companies, financial
institutions, etc.. However, in order to initiate or to accelerate certain
developments or technologies subsidies may be available. Subsidies or other financial
opportunities are available on a bilateral basis or on multilateral basis
through multi-lateral financial institutions. Subsidies can be requested for specific
activities during the project cycle. Distinction should be made between
pre-investment phase, investment phase and the operation phase. This section
provides a summary of the various possibilities. However, it should be
emphasised that the potential for additional funding very much depends on the
specific case. Table 6. Overview of funding potential with
respect to CCT implementation
-:
none; 0: very slight; +: moderate;
++: good; The ICCT
consultants (APM, KEMA, IWACO) may provide advice on funding potentials
in specific cases for specific beneficiaries. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 Stichting Sociale Databank Nederland
Stichting Sociale Databank Nederland
E-mailadres: sdn@planet.nl
Internet site:
http://www.sdnl.nl/sustainable-solutions-flyash.htm